ESAF TradeCo
Innovative Solutions
Tires to Fuel
Advanced pyrolysis technology transforming end-of-life tires into high-value fuels, carbon black, and steel. Addressing the global waste crisis of 1.5 billion discarded tires annually while recovering 95% of materials.
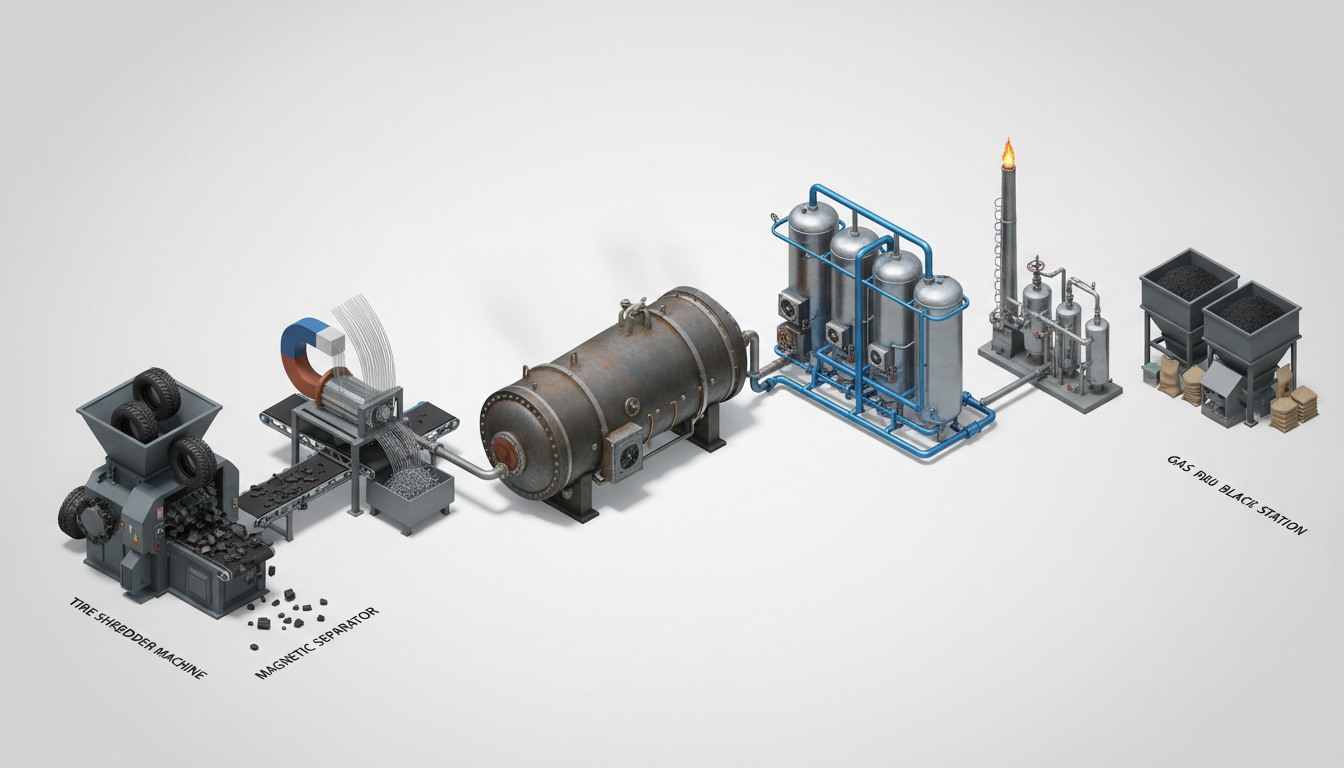
Complete tire pyrolysis process from waste collection to high-value product recovery
The Pyrolysis Process
Our patented six-stage process converts waste tires into valuable products with industry-leading efficiency and environmental benefits.
Pre-Treatment
Waste tires are collected, cleaned, and mechanically shredded into 2-inch chips. Initial inspection removes contaminants and prepares feedstock for optimal pyrolysis efficiency.
Steel Wire Separation
Magnetic separation technology extracts steel wires (10-15% of tire weight) from shredded rubber. Recovered steel maintains 100% recyclability for metallurgical applications.
Pyrolysis ReactorPATENTED INNOVATION
Tire chips undergo thermal decomposition at 400-550°C in an oxygen-free atmosphere. Long-chain rubber polymers break down into smaller hydrocarbon molecules, separating into vapors and solid char.
Oil Condensation
Hot pyrolysis vapors pass through multi-stage condensers, cooling to 40-60°C. Liquid pyrolysis oil (40-45% yield) is collected and filtered, producing a diesel-equivalent fuel with 43 MJ/kg energy density.
Gas ProcessingPATENTED INNOVATION
Non-condensable syngas (H₂, CH₄, CO) is purified through scrubbing systems to remove sulfur compounds. Clean gas is recycled as reactor fuel, achieving 95% energy self-sufficiency.
Product Recovery
Solid pyrolytic carbon black (30-35% yield) is cooled, dedusted, and pelletized. Final products are packaged for industrial applications in rubber reinforcement, inks, and coatings.
Technical Specifications
Industry-leading performance metrics demonstrating superior efficiency and environmental benefits.
Pyrolysis Oil Yield
40-45
% by weight
Carbon Black Yield
30-35
% by weight
Steel Wire Recovery
10-15
% by weight
Syngas Production
10-15
% by weight
Operating Temperature
400-550
°C
Energy Self-Sufficiency
95
%
Oil Energy Density
43
MJ/kg
CO₂ Emissions Reduction
965
kg per ton
High-Value Products
Four distinct product streams with diverse industrial applications, achieving 95% total material recovery from waste tires.
Pyrolysis Oil
High-energy liquid fuel with properties similar to diesel. Energy density of 43 MJ/kg makes it ideal for industrial heating and power generation.
Industrial Applications
- Industrial furnaces and boilers
- Cement kilns and steel mills
- Asphalt plants
- Diesel generator fuel (after refining)
- Marine fuel
- Chemical feedstock
Recovered Carbon Black
Fine carbon powder with reinforcing properties. More economical than virgin carbon black from petroleum, with comparable performance characteristics.
Industrial Applications
- Rubber tire manufacturing
- Conveyor belts and hoses
- Printing inks and toners
- Paints and coatings
- Plastic additives and masterbatch
- Activated carbon production
Steel Wire
Clean, separated steel wire with 100% recyclability. Direct reuse in metallurgical applications without quality degradation.
Industrial Applications
- Steel mill feedstock
- Rebar production
- Scrap metal recycling
- Construction materials
- Wire manufacturing
Syngas
Mixture of H₂, CH₄, and CO with high calorific value. Recycled as reactor fuel, achieving near-complete energy self-sufficiency.
Industrial Applications
- Pyrolysis reactor heating
- On-site power generation
- Industrial process heat
- Chemical synthesis feedstock
Massive Environmental Impact
Tire pyrolysis addresses one of the world's most challenging waste problems while delivering measurable environmental benefits and eliminating public health risks.
1.5 Billion
Global Tire Waste Crisis
Tires discarded annually worldwide, with projections exceeding 1.6 billion by 2024 and increasing 20% by 2030.
965 kg
CO₂ Emissions Saved
Per ton of tires processed through pyrolysis vs. landfilling or incineration—equivalent to removing emissions from 2,400 miles of car travel.
95%
Material Recovery Rate
Of tire components recovered as valuable products, promoting circular economy and eliminating landfill waste.
100%
Fire Hazard Elimination
Tire stockpiles pose severe fire risks and disease vector breeding grounds. Pyrolysis eliminates these public health threats.
Why Tire Pyrolysis Matters
Eliminates Landfill Waste
Tires don't biodegrade and can persist for centuries, contaminating soil and groundwater. Pyrolysis diverts 100% from landfills.
Prevents Toxic Incineration
Direct burning releases dioxins, PAHs, and heavy metals. Pyrolysis operates in controlled oxygen-free conditions with zero toxic emissions.
Eliminates Fire Hazards
Tire stockpiles are catastrophic fire risks that burn uncontrollably for weeks. Processing eliminates this threat entirely.
Circular Economy Model
95% material recovery transforms waste into industrial feedstocks, closing the loop on tire manufacturing.
Massive Carbon Reduction
Saves 965 kg CO₂ per ton vs. conventional disposal—equivalent to planting 44 trees that grow for 10 years.
Economic Value Creation
Converts a disposal liability into revenue-generating products: fuel oil, carbon black, and recycled steel.
Transform Tire Waste Into Valuable Resources
Partner with ESAF to implement cutting-edge tire pyrolysis technology. Join the circular economy and turn environmental challenges into business opportunities.